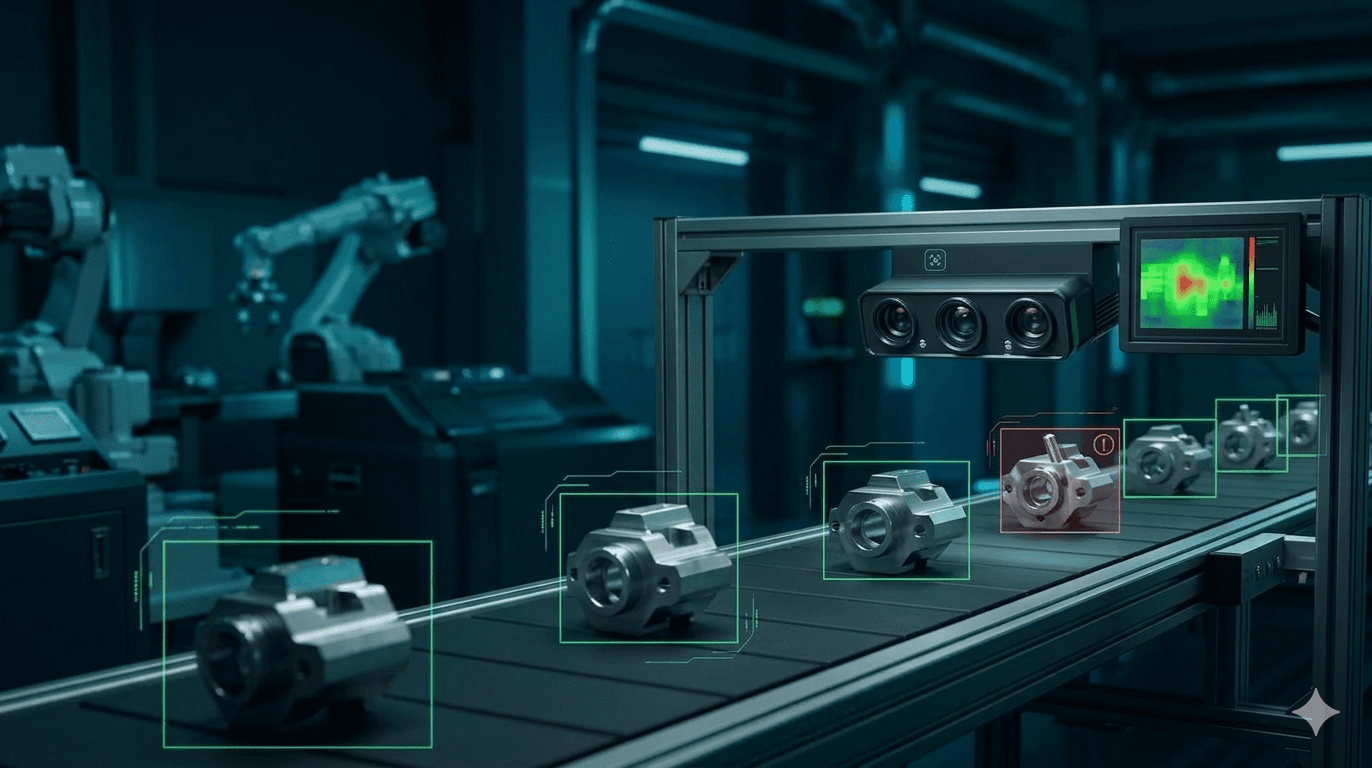
Automated visual inspectionfor manufacturing lines.
Reduce missed defects, false rejects, and manual quality checks with automated visual inspection built for real production environments, not idealized lab conditions.
Production focus
Detect defects earlier and reduce manual quality bottlenecks
Production pain points
Manufacturing teams usually know where inspection is failing before they know how to fix it
Visual checks become fragile at production speed
Manufacturing lines move too fast for manual inspection to stay consistent across long runs, multiple stations, and frequent product changes.
Missed defects create downstream cost
When surface issues, wrong parts, incomplete assemblies, or packaging mistakes are caught late, rework and scrap grow quickly.
False rejects interrupt flow
Unstable inspection logic creates avoidable stops, extra handling, and more operator review even when products are acceptable.
Part variation breaks rigid rules
Small changes in orientation, finish, geometry, packaging, or lighting can make deterministic inspection logic unreliable over time.
Inspection knowledge stays too dependent on operators
When inspection quality depends on individual attention and experience, consistency across shifts becomes difficult to maintain.
Teams lack visibility into recurring defect categories
Without clear inspection signals, it becomes harder to know what is failing, where it happens, and how often it recurs on the line.
What can be automated
Visual inspection automation supports specific manufacturing tasks
Defect detection
Detect scratches, cracks, contamination, deformations, finish issues, or other visible defects before product moves downstream.
Part presence verification
Confirm that expected parts, inserts, fasteners, labels, or product elements are present and correctly positioned.
Assembly verification
Check orientation, completion, and visible assembly quality when manual verification is too slow or inconsistent.
Packaging checks
Verify pack composition, packaging conformity, labels, or closure conditions at the end of the manufacturing flow.
Counting and tracking
Track units, trays, or components in motion when counting errors and product flow visibility affect throughput or traceability.
Production anomaly review
Support operations teams by flagging unusual visual conditions that may indicate drift, station issues, or process instability.
Feasibility in production conditions
Automated visual inspection for manufacturing should be judged in context
Limits of traditional approaches
Manual checks and rigid rule sets often break under manufacturing variation
Operational outcomes
Better inspection should improve quality decisions and throughput
Related pages
Explore adjacent pages in the cluster
Automated Visual Inspection
The pillar page for the full cluster, including core concepts and general feasibility logic.
Automated Visual Inspection Systems
See how system design, imaging, decision logic, and workflow integration affect deployment quality.
Packaging Inspection with Computer Vision
Useful when manufacturing inspection overlaps with labels, seals, fill level checks, or packaging conformity.
Qualens Use Cases
Explore broader examples across bottling, packaging, and industrial inspection workflows.
FAQ
Practical questions about manufacturing inspection automation
What is automated visual inspection for manufacturing used for?
It is used to automate repetitive visual checks such as defect detection, part presence verification, assembly verification, packaging checks, counting, and anomaly review on production lines.
Where does automated visual inspection work best in manufacturing?
It works best where the inspection challenge is recurring, visually meaningful, and tied to clear production outcomes such as quality escapes, false rejects, or review bottlenecks.
Can it help with false rejects as well as missed defects?
Yes. In many manufacturing environments, both problems matter. A better inspection workflow should reduce missed defects while also reducing unnecessary rejects and operator review.
Is this relevant for mixed or variable production environments?
Often yes, but feasibility depends on how much product variation exists, how visible the target defects are, and whether imaging conditions can support reliable decisions.
Does automated visual inspection replace operators entirely?
Usually no. The goal is more often to automate repetitive checks, improve consistency, and send the right cases to human review when needed.
Can it start with one manufacturing use case?
Yes. The strongest projects usually start with one production problem or defect category before expanding to additional lines or inspection tasks.
Need to review a manufacturing inspection use case?
Discuss a defect category, part presence check, assembly verification problem, or false reject issue and we can assess whether a focused pilot makes sense.