Real-Time Production Monitoringwith Computer Vision
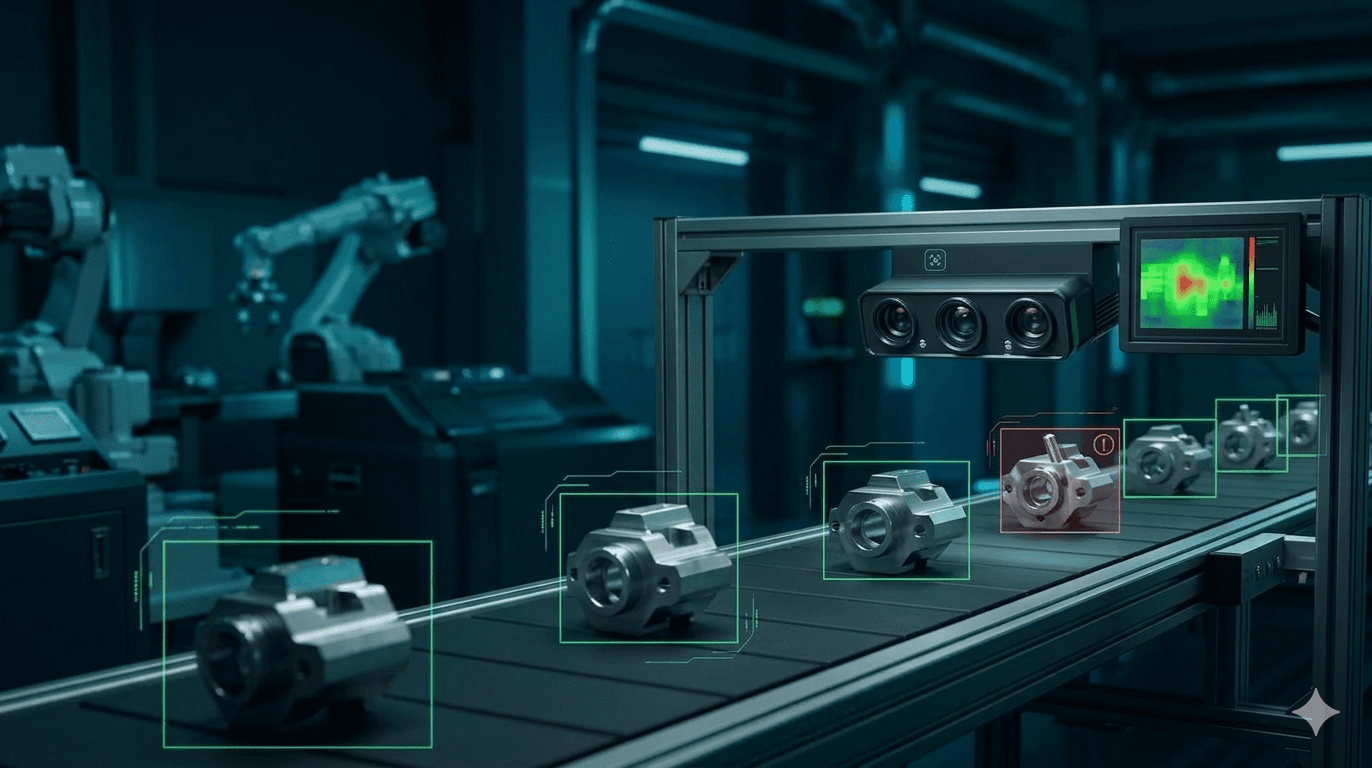
Qualens helps industrial teams monitor production lines in real time using computer vision to improve line visibility, detect anomalies earlier, surface stoppages faster, and support operations in real production conditions.
Alert
Drift
Status
Active
Monitoring objective
Surface stoppages, flow disruptions, and abnormal line behavior earlier
What it means in practice
Real-time production monitoring should explain what the line is doing now
In practice, a real-time production monitoring system is useful when it helps teams understand flow disruptions, anomalies, stoppages, blockages, and other changes in operating behavior while production is happening, not after the fact.
See what is happening on the line now
Real-time production monitoring means understanding current line behavior, not only reviewing yesterday's reports. That includes flow disruptions, stoppages, accumulation, and unexpected changes in activity.
Turn visual activity into operational signals
With computer vision, production monitoring can use what is physically visible on conveyors, stations, and packs to surface alerts and anomalies in real time.
Support operators with earlier awareness
The point is not to replace every existing monitoring layer. It is to add direct visual awareness where line issues are noticed too late or remain hard to explain.
Stay grounded in real conditions
A real-time production monitoring system only works if it fits the line setup, camera position, visibility conditions, and the operational events teams actually care about.
Common monitoring blind spots
Production teams often know there is a problem before they know where it started
Line issues are noticed too late
Operators often become aware of a stoppage, blockage, or drift only after throughput has already dropped or downstream effects have started.
Visibility is partial and uneven
Many production environments still rely on manual checks, local observations, or delayed reporting rather than clear real-time production line monitoring.
Behavior changes do not create reliable alerts
When line activity changes, there is often no dependable signal showing whether the issue is a short interruption, growing accumulation, or a recurring operational deviation.
Conveyors and stations create blind zones
Teams may know output is affected without understanding where flow is slowing, where products are backing up, or where the behavior changed first.
Manual awareness does not scale well
In busy environments, operator attention is already split across multiple tasks, so visual monitoring gaps remain common even on well-run lines.
Existing dashboards do not show the physical situation
Software layers can show status, counts, or machine signals without revealing what is actually happening to products, packs, or movement on the line.
How computer vision helps
Visual monitoring can create earlier and more direct operational signals
Line stoppage detection
Detect when expected movement stops at a station, conveyor, or transfer zone so operations teams can react earlier.
Abnormal flow detection
Surface unusual changes in speed, spacing, or product movement when throughput becomes inconsistent or unstable.
Accumulation and blockage monitoring
Use visual production monitoring to detect product build-up, blocked zones, or flow interruptions before the effect grows downstream.
Activity deviation alerts
Flag unexpected changes in line behavior that deserve operator review, even when the issue does not fit a simple machine-state label.
Count or movement anomaly signals
Spot abnormal count, spacing, or movement patterns where production flow visibility matters to line stability and output awareness.
Real-time operational alerts
Create a practical alert layer based on observed line behavior rather than relying only on delayed human awareness.
Where this fits best
Real-time production line monitoring works best where visual behavior matters
Why not all monitoring systems are the same
Qualens approaches monitoring from a visual awareness angle
Operational value
Better visibility should lead to faster awareness and better response
How a project starts
Start with the monitoring blind spot, then assess visual feasibility
01
Understand the monitoring problem
Start with a clear operational question: stoppages, accumulation, abnormal flow, conveyor behavior, or another visual blind spot on the line.
02
Review the line setup and blind spots
Look at stations, conveyors, current visibility gaps, and where teams lack reliable real-time awareness today.
03
Assess cameras and feasibility
Evaluate camera position, image quality, visibility conditions, and whether the right events can be monitored reliably in production.
04
Define monitored events and pilot scope
Choose the right monitored conditions, alert logic, and review process, then start with a focused pilot if the use case is strong.
Related pages
Explore adjacent computer vision pages on the site
Automated Visual Inspection
The broader cluster authority page for inspection, feasibility, and line-level operational fit.
Computer Vision for Production Lines
Useful for adjacent production-line use cases spanning monitoring, counting, and visual quality tasks.
Packaging Inspection with Computer Vision
Relevant when packaging lines need both production flow visibility and packaging quality checks.
Discuss Your Inspection Challenge
Use the intake page to share a monitoring challenge, blind spot, or focused pilot idea.
FAQ
Practical questions about real-time production monitoring
What can computer vision monitor in real time on a production line?
Common examples include line stoppages, abnormal flow, accumulation, blockage, movement anomalies, conveyor behavior, and other visible conditions that affect operations or require earlier awareness.
Is this the same as an MES or dashboard system?
No. This page is about visual monitoring with computer vision. MES, SCADA, or dashboard tools may show useful production data, but computer vision adds direct visibility into what is physically happening on the line.
Can this work with existing cameras?
Sometimes yes. Existing cameras can often be reviewed first, although some use cases may need different positions, optics, or lighting to monitor the right events reliably.
Does this replace existing monitoring systems?
Usually not. In many cases it adds a visual monitoring layer that complements existing machine data or software systems rather than replacing them entirely.
How do you assess feasibility?
Feasibility depends on what the line needs to monitor, what is visually observable, where cameras can be placed, and whether the alert conditions are operationally meaningful.
Is this only for large factories?
No. Larger sites often have more complexity, but smaller operations can also benefit when production visibility problems are clear and the use case is important enough to justify a focused pilot.
Can this start with a pilot?
Yes. A focused pilot is usually the best way to validate whether a real-time production monitoring use case is visually feasible and operationally useful.
Need to review a production monitoring challenge?
Discuss a line visibility problem, a stoppage-detection need, a flow anomaly question, or a focused pilot for real-time production monitoring with computer vision.